NÂNG CAO TỐC ĐỘ MÁY CẮT
Các bạn thân mến, gần đây Khoa Vinh nhận được nhiều câu hỏi liên quan đến vấn đề nâng cao tối đa năng suất máy cắt dán túi sử dụng động cơ bước, động cơ servo chúng tôi xin trả lời như sau có hai cách để nâng cao năng suất của máy cắt dán túi (tăng nhịp lên xuống của dao, hay tăng tăng tối đa tốc độ động cơ chính mà không ảnh hưởng tới việc cắt, dán túi). Hai phương án này áp dụng được cho các bộ điều khiển họ XC2001, XC2005 (B, D, A,S), 2006 (A, B).
1. 1. Tăng tốc độ kéo màng (giảm thời gian kéo màng cần thiết)
2. 2. Tăng thời gian kéo màng cho phép (thời gian kéo màng cho phép là thời gian kể từ khi dao nhiệt (hoặc dao chính) lên khỏi mặt đế để màng có thể được phóng qua đến thời gian dao nhiệt (hoặc dao chính) chạm mặt đế (lúc này quá trình kéo màng phải kết thúc nếu không sẽ gây rách túi)
Tất Tất nhiên việc kết hợp cả hai phương án trên sẽ mang lại hiệu quả cao hơn, sau đây chúng ta sẽ đi cụ thể vào từng cách như sau, cụ thể với phương án 1 các bạn xem biểu đồ dưới đây:
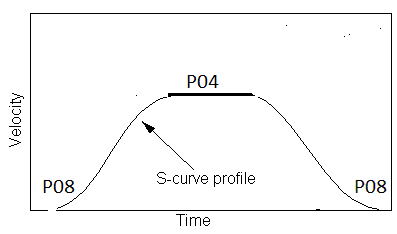
Trong đó đường cong S biểu hiện tốc độ của động cơ bước/servo trong quá trình gia tốc, P08 (tần số kéo liệu ban đầu), P04 là tần số lớn nhất do thời gian gia tốc không đáng kể nên nếu P04 lớn thì tần số kéo liệu trung bình sẽ lớn đồng nghĩa với việc thời gian kéo liệu cần thiết giảm xuống. Đối với các màng ngắn tần số max có thể không đạt tới P04 vì vậy với các màng ngắn (nhẹ) muốn cắt nhanh nhất thiết phải điều chỉnh tăng hợp lý P08 và P04. Với màng dài (nặng) thì vấn đề lại khác chắc chắn tần số max sẽ đạt đến P04 vì vậy muốn tăng tốc độ kéo màng nhất thiết phải tăng tối đa P04 (Giá trị của P04 nằm trong khoảng 2100-9500 Hz) nhưng do yêu cầu về moment lớn hơn màng ngắn (nhẹ) nên P08 không được để lớn quá tốt nhất nên để P08<=500 Hz (sẽ cho đường cong S mềm hơn, kéo màng không bị giật, dừng màng mượt hơn). Việc điều chỉnh P04 và P08 không có công thức chung nhưng qua phần trình bày ở trên quý bạn có thể phân tích chính xác ảnh hưởng của P04 và P08 trong quá trình kéo màng để từ đó cân nhắc việc cài đặt giá trị cho hợp lý. Một điều nữa cần lưu ý là về phần cơ phải bảo đảm vòng bi tốt, trục thẳng không cong vênh, bề mặt trục đều, có đủ lò xo, lực ép lò xo vừa đủ với các trục quá dài hoặc đường kính lớn có thể sử dụng “Drive hiệu năng cao” có công suất cao hơn kéo màng khỏe hơn và nhanh hơn (điều kiện bắt buộc để nâng cao P04). Điều trên cũng giải thích tại sao? Lô ngắn, nhỏ, màng mỏng (Máy làm túi T-shirt) lại có thể chạy máy ở P04 rất cao và P08 gần như không ảnh hưởng đến quá trình kéo màng, nếu máy của quý bạn có trục dài, đường kính lớn (máy cắt hàng phổ thông- túi phẳng) có thể quý bạn cần một động cơ lớn hơn hoặc drive có công suất lớn hơn để cải thiện tốc độ kéo màng.
Trở lại với phương án số 2 đã nêu ở trên, quý bạn tham khảo hình dưới đây để có cái nhìn tổng quát
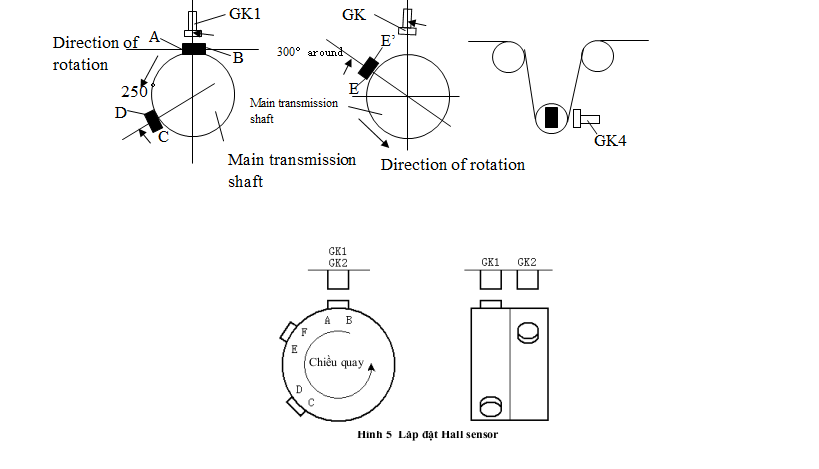
Trên trục chính động cơ có 2 cảm biến nam châm (cảm biến Hall), để báo vị trí dao cắt cho bộ điều khiển gọi là GK1 và GK2 cụ thể như sau.
GK1 có hai vị trí là 2 cục nam châm (AB, CD màu đen như trên hình vẽ), GK1 có tác dụng chính là báo vị trí bắt đầu kéo màng và vị trí kết thúc kéo màng
GK2 có vị trí EE’ có tác dụng định vị GK1 và mang tín hiệu báo đột lỗ.
Vị trí bắt đầu kéo liệu (Vị trí A), để có được vị trí này ta làm như sau dùng tay quay trục chính theo chiều quay cho dao lên khỏi mặt đế một chút vừa tầm để màng phóng ra, dịch Nam châm AB đến vị trí GK1 sao cho đèn sáng lên. Lấy đường qua tâm làm gốc 0 độ, quay theo chiều quay một góc tối đa 110 độ (so với mốc đã chọn là 250 độ) ta đặt vị trí nam châm CD. Thời gian kéo màng cho phép là khoảng thời gian chuyển động từ A đến C hay nói cách khác A và C càng dài càng tốt (Cách tốt nhất để làm việc này là thử nghiệm cho đến khi dao bập vào giữ màng nên thử với tốc độ đủ cao và túi đủ dài và sau đó dịch CD theo chiều quay một chút).
GK2: EE’ theo hình vẽ tao với AB một góc 60 độ theo chiều quay, thời gian đột lỗ là khoảng thời gian chuyển động từ E tới A vì vậy muốn đột lỗ sớm hơn thì cho E gần D muốn đột lỗ muộn hơn thì cho E gần A.
Điểm mấu chốt của phương án này là xác định được điểm A hợp lý không được để dao lên quá cao mới phóng màng ngoài ra kéo lui điểm C càng xa càng tốt để có thêm thời gian kéo màng trên một chuyển động góp phần cải thiện năng suất. Để làm được việc này cần trang bị các đĩa gắn nam châm ở trên trục chính tiện việc chia nhỏ và điều chỉnh vị trí
Trên đây là một số chia sẻ hi vọng quý bạn đã tìm thấy một số câu trả lời thỏa đáng mọi thắc mắc vui lòng gọi số: 0435668072 hoặc di động: 0936188398 (Mr Huy) chúng tôi sẽ tư vấn miễn phí . Vui lòng ghi rõ thông tin trích từ website: www.khoavinh.com, nếu quý bạn có nhu cầu sao chép, trích dẫn, các câu hỏi thắc mắc vui lòng gửi về email: truonghuydo@gmail.com
Trân trọng cảm ơn
Do Truong Huy-CEO Khoa Vinh Invest., Jsc